The company journey begins
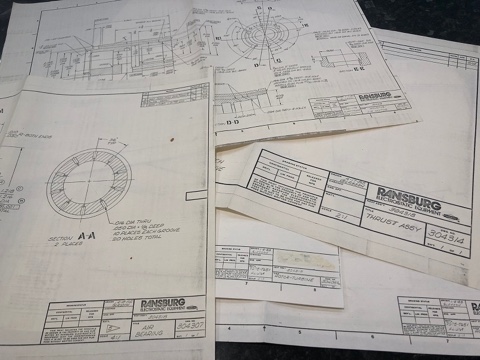
Starting a new company needs several things. An idea, time, money, people, premises, machinery and a company name.
The idea was already there and the money came from a £75,000 loan from the Co-op bank.
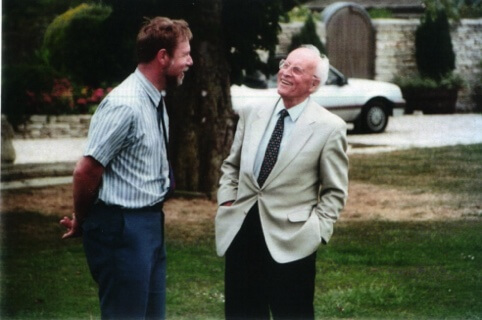
Nigel already had Ron Woolley on board. He also heard his old colleague Peter Fraser was unhappy at Westwind. The last “Founding Father” was Roger Martin who was also working at Westwind. Loadpoint Bearings was born ...
Nigel Allen, Peter Fraser, Roger Martin and Ron Woolley.








.webp)